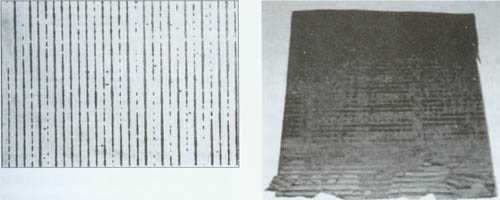
When the corrugation height is inconsistent, it will show an irregular paste shape on the double-sided paper. On the contrary, the irregular paste shape shows that the corrugated level is uneven.
The most common cause of flutes in a single-sided machine is the inaccurate position of the guide jaws and core paper between the rollers. In tile lines without claws, the most common and most significant cause of this defect is eliminated.
However, rugged corrugated ridges were also found on the non-picker shoe, but the severity of this defect was significantly lower than that of the corrugated board produced on the tile with the guide jaws.
The following deficiencies and causes analysis provide reference guides for tile workers to solve the problem of unevenness and corrugation. Single-sided machines are the main cause of problems. Other reasons are also listed below.
Within the analysis.
A core paper
the reason
Core paper is too wet or too dry
Core paper roll is not round and loose
Core Paper Roughness or Other Processing Quality Issues Related to Core Paper
Measures to adjust pre-processor wrap angles or steam showers If necessary, replace the core paper roll Try to use another core paper from the same supplier, then use another supplier's core paper, if the problem is related to the core paper quality , seeking technical advice and assistance from core paper suppliers
B corrugated paper
the reason
Corrugated roller with dirt on bearing wear corrugating roller surface with rough or damaged critical speed during operation Corrugated roller shake
Measure
Remove dirt from the corrugating roller Check bearing condition. If necessary, replace the rough surface of the corrugating roller, or replace the corrugating roller. Check the adjustment of the corrugating roller to ensure that the machine operates at a speed higher or lower than the critical point.