Metal container typical manufacturing process
(1) Three-piece cans. The three-piece cans have two types of cylindrical cans and special-shaped cans, and the molding process is basically the same. According to different manufacturing methods of can body, there are three types of crimped cans, adhesive cans and welding cans. The difference between the three kinds of cans is that the method of processing the side seams of the cans is different; the same method is used for the combination of the bottom of the can, the lid of the can, and the combination of the bottom of the can and the can lid with the can body.
1 pressure tank. The can body of the crimped cans is manufactured using the old-fashioned cut-off, end-folding and flattening processes, and is mainly used for food cans with tight sealing requirements. Take the circular tank as an example. The typical manufacturing process is shown in Fig. 4-3-119, but it is less used now.
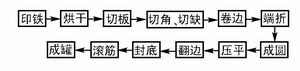
Figure 4-3-119 Crimp can manufacturing process
2 adhesive cans. The can body of the adhesive can is manufactured by the canning process of bonding the longitudinal seam with an organic adhesive. During the can making process, the melted adhesive is applied to the overlapped or hooked joints of the can body, heated, pressurized, and cooled so that the joints are tightly bonded. There are two kinds of adhesive pressure and adhesive layers. The typical manufacturing process is shown in Figure 4-3-120.
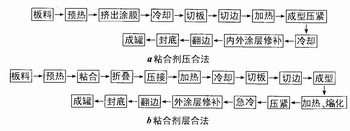
Figure 4-3-120 Bonding Tank Manufacturing Process
3 welding tanks. The welding tank is a metal tank made of welding seals for the longitudinal joint of the tank body. There are two kinds of soldering methods: soldering and resistance welding. Lead soldering problems exist in soldering and they are basically eliminated by the resistance welding process. The process of soldering and resistance welding cans is shown in Figure 4-3-121.
4 can lids (bottom). No matter which way the can body is made, the manufacturing process of the can lid (bottom) is basically the same. Take the dome as an example, its manufacturing process is shown in Figure 4-3-122.
(2) Two-piece cans. Two-piece cans also have cylindrical cans and shaped cans. According to the tank canning process, there are three kinds of shallow deep drawing tanks, deep drawing tanks and thinning deep drawing tanks.
1 shallow drawing tank. The height of the shallow drawing tank is relatively small (<1), and can be formed only by deep drawing. The manufacturing process is shown in Figure 4-3-123.
2 deep drawing tank. The deep-drawing tank has a relatively large height (>1), and due to the limitation of the sheet's ultimate drawing ratio, it needs to be deepened several times to form. Its manufacturing process is shown in Figure 4-3-124.
3 thinning deep drawing tank. The thickness of the can side wall is significantly thinner during drawing. However, the thickness of the bottom of the tank is basically unchanged. Its manufacturing process is shown in Figure 4-3-125.
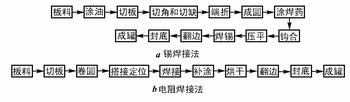
Fig. 4-3-121 Welding tank manufacturing process

Fig. 4-3-122 Manufacturing process of can lid (bottom)

Fig. 4-3-123 Manufacturing process of shallow drawing tank
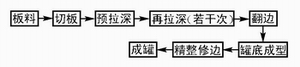
Figure 4-3-124 Deep drawing tank manufacturing process

Fig. 4-3-125 Manufacturing process of thinning drawing tank
4 easy to open the cover. All kinds of easy-open can lids have similar manufacturing processes. The most common pull-open easy-open lid manufacturing process is shown in Figure 4-3-126.
2. The typical manufacturing process of a metal drum takes a drum as an example to briefly describe its manufacturing process.
(1) The barrel. The manufacturing process of the circular closed barrel barrel is shown in Figure 4-3-127. Comparing with the manufacturing process of the circular open drum barrel, the manufacturing process of the circular open drum barrel is more than one barrel spooling process. The profiled drum barrel manufacturing process is generally more extensive than the round steel barrel barrel manufacturing process.

Figure 4-3-126 Easy-open lid manufacturing process

Figure 4-3-127 Manufacturing process of circular closed barrel barrel
(2) Bottom of the barrel. The manufacturing process of the bottom of the bucket is shown in Figure 4-3-128.

Fig. 4-3-128 Barrel bottom manufacturing process
(3) Barrel cover and barrel top. The process of manufacturing the barrel top is shown in Fig. 4-3-129; the manufacturing process of the barrel cover is shown in Fig. 4-3-130.

Fig. 4-3-129 Barrel Top Manufacturing Process

Figure 4-3-130 Lid Manufacturing Process
(4) Sealing combination. After the barrel body and bottom, top and barrel mouthpieces are manufactured, they are finally combined into barrels by sealing. Sealing combination is the last key step in determining the quality of steel drums. The most common methods currently used are double-height curling and triple-hemming sealing.
3. Metal hoses The metal hoses are relatively simple to manufacture. The main process is to stamp out and form the metal flake. The manufacturing process is shown in Figure 4-3-131.

Fig. 4-3-131 Manufacturing Process of Metal Hose
What table do you take with you on touring? It is a folding table with a hardtop specification that combines compactness and comfort perfect for touring. Assuming solo touring, it is characterized by a size that can be used comfortably by one person and a compact storage size that does not overwhelm the load.
Outdoor End Tables,Outdoor Patio Table,Outdoor Dining Table ,Outdoor Folding Aluminum Table
NINGBO JENNY IMPORT & EXPORT CO.,LTD , https://www.jennyclothing.com