Deeply dissecting SLM technology for metal 3D printing technology
The metal powder we generally see is like this


After experiencing irresistible reasons, I changed the picture.

It is said that the culprit is the laser, what process has the metal powder experienced?
Today, I will take a deep anatomy along with SLM (Selective Laser Melting) selective melting technology.
Let's take a look at the "discovery site" SLM280 metal 3D printer

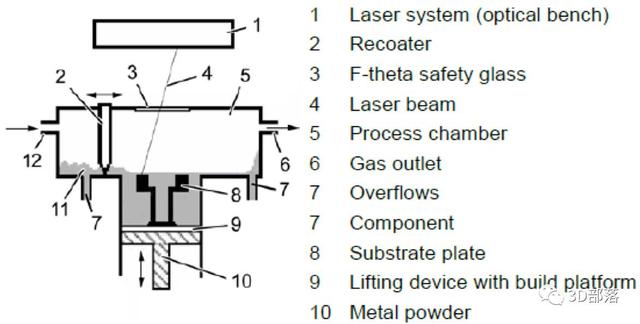
Internal components of the SLM280 molding warehouse
Let's take a closer look at this formation process:
Each final part is melted from one layer, each layer is melted, the platform is lowered, and the new powder is spread over the layer to repeat the above process. The real molding principle is that the laser hits a certain energy density into the powder layer, so that the powder in the scanned area reaches a molten state. The energy density received by the powder is related to many factors of the laser, such as scanning speed, scanning pitch, scanning. Power, the energy of the laser forms a molten pool on the surface of the metal powder to form a molten pool, and the molten pool affects the surrounding powder forming welding effect.

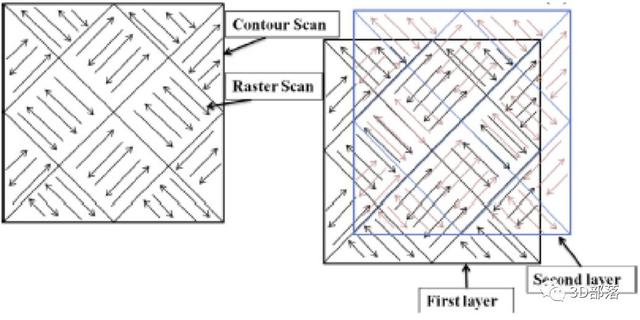
The laser will scan the molten area that needs to be formed according to a certain regularity and direction. According to the reasonable naturalization scan path of different materials, the scanning area can be divided into strips, checkers, etc., which can effectively release the internal stress of the parts and plan each layer of scanning. Vectors can reduce internal defects to yield higher density, better mechanical properties.

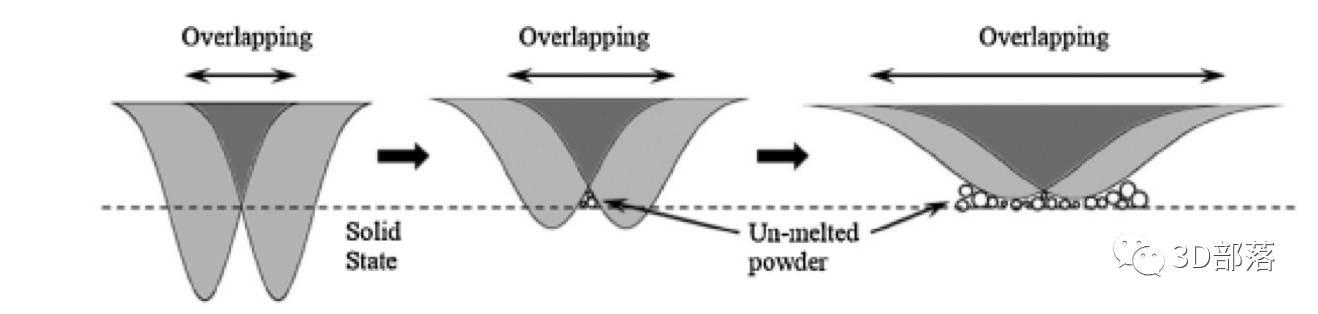
So what aspects can we use to improve the performance of the final product during the selective melting process? We can focus on several important aspects. The following is a magnified view of the same material at different scanning distances. We can see that with the expansion of the scanning distance to a certain range, there will be very obvious internal defects. :
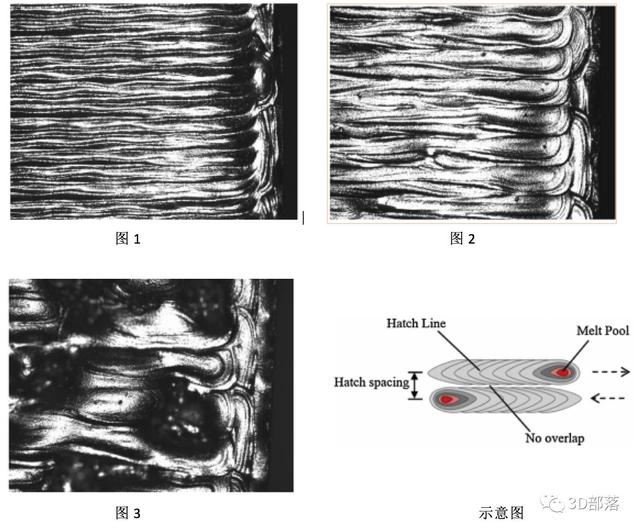
Although the spacing of the sweeping surface can significantly increase the forming speed, the range of the molten pool is limited. If the spacing is too large, the overlap ratio of the cladding width will be too small, and if it is serious, the effect of FIG. 3 will be produced. Let us analyze the other two factors. Laser power and scanning speed are also the core parameters that determine the energy density, which directly affects the porosity of the molded parts. The porosity directly affects the mechanical properties of the finished product.
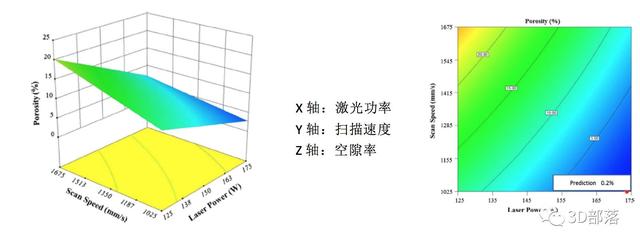
Taking the aluminum alloy in the above figure as an example, we can find that the porosity of the part is reduced as the laser power increases and the scanning speed decreases. This trend is due to the higher energy density that makes the powder melt better, so is the higher the energy density, the better? Of course, it's not that simple. First, the energy is too high, so that the internal gas of the part cannot be excluded. As shown below:

The results of laser parameters are not linear under many conditions, and the process becomes relatively complex at high energy densities, for example:
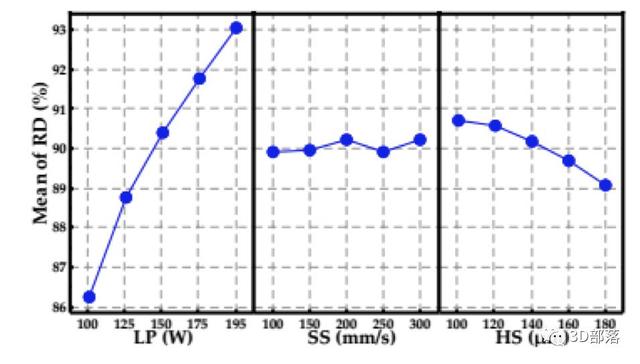
The above figure shows the influence of laser power, scanning speed and scanning pitch on the density of copper alloy. It can be seen that the energy density is reduced with the increase of scanning pitch, but The density does not change much, and this phenomenon is affected by both peritectic and eutectic.
Let's look at the effect of different spot diameters on the print:
The spot should not be too large. Under the same energy density, as the diameter of the spot changes, the energy concentrates on the upper surface, and the powder below each layer can not be effectively melted by the laser molten pool, which directly affects the quality of the part. The tensile strength of the part in the vertical direction is reduced, and cracks are more likely to occur. In summary, there are many factors to consider in order to get the desired printing results. Only by constantly exploring more suitable processes can we overcome the shortcomings and apply SLM technology in various fields.
Recently, there has been an explosive news in the 3D printing industry. The high-end brand SLM Solutions, which is represented by the tribes of the three tribes, has received orders of up to 13 million US dollars for the SLM 500 metal 3D printers through its channel sales in China.
SLM Solutions is a 3D printing equipment manufacturer based in Lübeck, Germany, specializing in selective laser melting (SLM) technology. The company was formerly known as MTT Technology Group Lübeck GmbH, Germany, and was renamed SLM Solutions GmbH in 2010. MMT is affiliated with the UK's established MCP. In 2000, it launched SLM technology. In 2006, it launched the first aluminum and titanium SLM 3D printer. The third tribe is the first brand agent in the Greater China region.

Main products: SLM 125, SLM 280, SLM 500 series selective laser melting - SLM 3D metal printer, the maximum molding space is 500x280x325mm, and even two 1000W lasers can be assembled. This technology is a technology that uses high-precision laser beams to continuously irradiate metal powders including titanium, steel, aluminum, and gold, and welds them. Germany SLM Solutions has a number of patents in this technology and is in a leading position. Its 3D printers have been used in the automotive, consumer electronics, scientific research, aerospace, industrial manufacturing, medical and other industries.
Transfer Stretcher,Medical Transfer Stretcher,Hospital Transfer Stretcher,Hydraulic Transfer Stretcher
Jiangmen Jia Mei Medical Products Co.,Ltd. , https://www.jmjiameimedical.com